

Regular warehouse storage techniques waste space and labor resources. Your operation will take longer to find pallets due to reduced storage space while more forklift movements create additional safety risks. These problems slow down operations while increasing costs and putting workers at risk. The shuttle pallet racking system improves operations by making pallet movement automatic while saving space and boosting workflow efficiency. The remote-controlled shuttle carts help you move more stock faster and lower your need for forklifts while improving warehouse control. Examine the operation of shuttle pallet racking systems and their components to understand why they are best for dense storage applications. For a closer comparison, see Shuttle Racking vs ASRS.
What is Shuttle Pallet Racking?
Shuttle pallet racking stores pallets densely in racks through automated shuttle movement. Shuttle racking systems differ from manual operations because they use automated shuttles to handle pallet movement instead of depending on forklifts. Stacking multiple pallets together helps use available space better and avoids needing many aisles. This point also connects with Features and advantages of shuttle racks.
How Does a Shuttle Pallet Racking System Work?
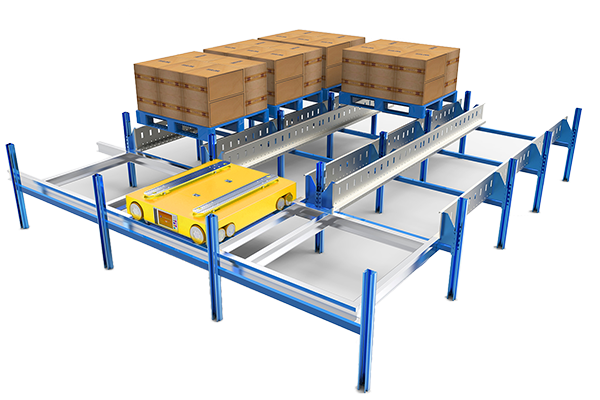
With shuttle pallet racking you load pallets into a storage lane using a forklift at the starting point. The power-driven pallet shuttle carts respond to operators’ commands to place pallets into storage. The autonomous vehicles travel the lane to place pallets at the nearest available spot. The shuttle moves the pallet to the rack opening to make pick-up easier. The system lets you choose First In First Out or Last In First Out practices for efficient inventory handling across all types of stock control needs. The system helps operations run faster and makes errors less likely by letting workers control it from a distance instead of handling materials by hand. For product-level details, review The advantages of shuttle racking.
Key Features of Shuttle Pallet Racking
· High-Density Storage
The shuttle pallet racking system uses narrow aisles to optimize storage space and lets users easily access their pallets. The high-density system puts more items into smaller areas. A related guide on 4 Way Pallet Shuttle Racking System gives more detail for this part of the planning work.
· Automated Inventory Control
Special sensors inside shuttle pallet racking systems provide exact inventory updates in real time. The automated system tracks your inventory data correctly and stops human mistakes from happening.
· Remote-Controlled Operations
You can run the shuttle systems from a remote location to prevent delays and reduce human interaction with the system. These systems enable safer operations at maximum productivity rates.
· Adaptability to Different Warehouse Conditions
Shuttle racking systems work in many types of storage environments. These systems work well in both frozen storage areas and heavy usage environments.
· Battery-Powered Shuttles
Battery-powered shuttles deliver uninterrupted warehouse operations. They deliver efficient results during extended working hours.
· Optimized Productivity and Efficiency
Shuttle pallet racking technologies decrease manual handling while expediting processes to make your warehouse run better and save money on operations.
Key Advantages and Disadvantages of Shuttle Pallet Racking
Advantages of the Shuttle Pallet Racking
Space Optimization
Shuttle pallet racks let you use warehouse space more efficiently because they need less aisle space. Placing more pallets across a smaller warehouse space which extends vertically lets you store more goods. The system lets you store more goods without needing more warehouse space.

Increased Productivity
Shuttle racking helps move pallets into and out of storage at a faster speed. It makes goods move through the system regularly without stopping production. You can process a larger number of orders within a shorter period which enhances your warehouse’s operational speed.
Improved Warehouse Safety
Warehouse safety improves because fork lifts no longer need to access racking aisles. Putting shuttle systems in place protects both the warehouse racks and your workers from harm.
Cost Efficiency
Your investment in shuttle pallet racking will result in reduced maintenance spending. The system lowers operating expenses by reducing labor needs and fuel usage for forklifts as you use it longer.
Inventory Management & Accuracy
The tracking system uses sensors to show you where your pallets are located. Remote controls let you keep better track of your inventory stock and make your storage records more accurate.
Freezer Storage Compatibility
The shuttle racking system maintains proper storage temperatures down to -30°C for frozen foods. The system keeps frozen food and pharmaceutical items in perfect storage conditions for freezer conditions.
Disadvantages of the Shuttle Pallet Racking
High Initial Investment
You need to pay substantial money upfront to buy shuttles, unique racking units, and automated control systems. The shuttle racking system costs more upfront than standard pallet rack setups.
Dependence on Technology
The automated shuttle system requires technical support which can result in service interruptions. Technical breakdowns including software problems or battery damage force the system to stop working.
Limited SKU Variety
You need shuttle pallet racking when you store large amounts of identical products. Shuttle pallet racking might not suit warehouses needing regular changes to their stockkeeping units (SKU) or mixed product storage functions.
Maintenance and Repair Costs
Shuttle systems need constant upkeep plus maintenance on sensing equipment and remote control units. Long-term operations face increased costs when parts need fixing or replacing.
FIFO vs. LIFO. How Pallet Shuttle Racking Supports Both
FIFO (First-in, First-out) System
Using the FIFO system produces better results for fast-expiring goods such as food or medicine. The system moves your products with the earliest expiration date to the front so you use them first before others. One forklift at each storage aisle makes it easier to handle stock with this storage design. The system moves existing pallets forward automatically when new pallets enter without needing human help. By starting with new items this approach prevents product spoilage. For broader industry context, Inventory is a useful reference.
LIFO (Last-in, First-out) System
LIFO works best for products that have no shelf life. You begin using your new stock items in the correct order. This storage system handles non-perishable supplies that don’t require scheduled rotation or dating. The LIFO system works with basic entry and exit points to make stock management simpler. Using pallet shuttle racks with LIFO methods lets you put new stock at the front of each storage space. The product placement method helps you store items more compactly to optimize available space.
When to Choose Shuttle Pallet Racking?
High Turnover Warehouses
Shuttle pallet racking helps warehouses achieve quick pallet handling operations. The system helps you retrieve pallets more swiftly which makes your warehouse run better and lets you avoid processing delays. This storage system works best when speed is a critical factor in your daily operations.
Limited Product Variety, High Pallet Volume
The shuttle pallet racking system delivers strong performance when you handle big pallet volumes but keep your product range small. The system allows you to store more pallets vertically while using minimal space to help businesses save valuable real estate.
Seasonal Storage Flexibility
Companies that use this solution can reconfigure their storage plans to handle seasonal fluctuation. You can set up and change storage space faster to match your changing inventory levels. You can rearrange your pallets rapidly to handle changing product needs at different times of year.
Cold Storage and Freezer Warehouses
Shuttle pallet racking works best in cold storage warehouses with freezer zones. The system helps protect your stored products from temperature changes by keeping them inside for shorter times. Cold storage equipment depends on this design to keep perishable goods safe.
FIFO/LIFO Operations
When you require FIFO or LIFO handling for specific items shuttle pallet racking ensures easy management. You can place your stock items in the right spots to keep your storage system working well.
Components of a Shuttle Pallet Racking System
The shuttle pallet racking system helps warehouses use space better while running operations effectively. The system consists of its supporting frame and shuttle parts that work together to manage pallet movements.
Structural Components
· Galvanized Frame: The galvanized frame ensures the racking system stays strong and durable throughout its service life. It maintains its structural integrity in challenging settings making the system durable enough to handle heavy loads without breaking down.
· Beams: Beams attach frames together to help the pallet weight rest evenly. The system’s technical components allow horizontal shuttle movement so operators can reach stored items within the racking system. These parts must stay strong to provide safe and effective storage methods.
· Rail Supports & Shuttle Rails: Rail supports keep shuttle rails running smooth along the storage aisle. The system operates better when components are installed correctly to enable smooth shuttle movement.
· Pallet Guidance System: Each storage level holds a pallet guidance system at its entrance and exit point. These systems guide pallets into proper position to avoid movement while being loaded or retrieved. This protection keeps operations safe.
· Rail Backstop: The rail backstop at the lane end stops the shuttle from reaching too far beyond its planned path. The system triggers the shuttle’s brakes to bring it to a controlled stop and protects both the shuttle and its contents from damage.
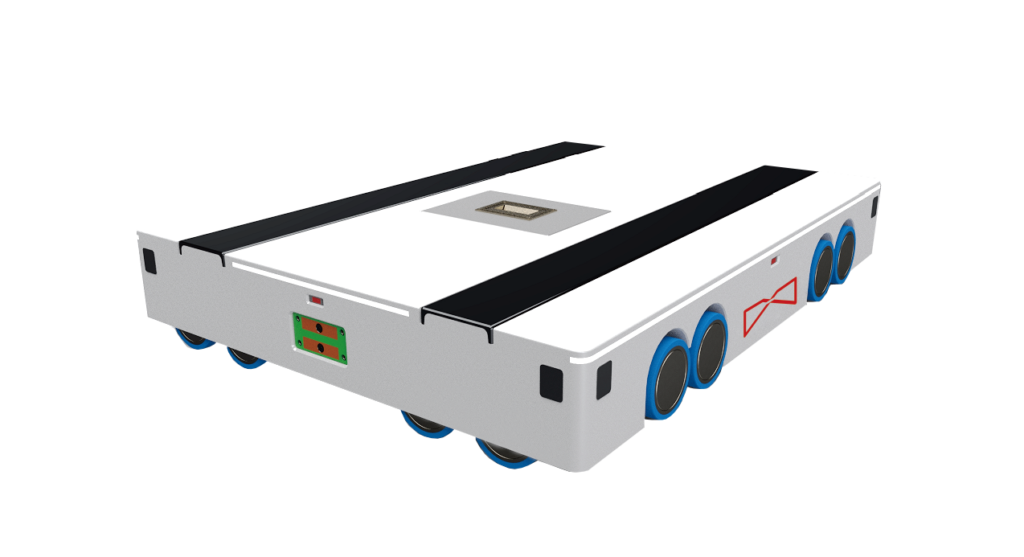
Shuttle Components
· Self-powered Pallet Shuttle: The self-powered pallet shuttle moves pallets automatically through the racking system. Automated systems move pallets better and require less staff while making full use of storage space.
· Pallet Lifting System: The system picks up pallets from one position and securely sets them down in another rack location. The system moves goods with precision which helps prevent mistakes and lets the warehouse handle more products faster.
· Sensors & Detection Readers: These sensors track the surrounding space to enhance automated control and keep operators safe. These sensors supply real-time information about the shuttle position and environment to keep everything running without issues.
· Remote Control Unit: You can operate up to four shuttles at once by using the remote control unit. The operator can handle system operations more easily because you can control the system from a distance.
Types of Pallets Stored in Shuttle Racking
Each type of pallet has its own design to support industry-specific storage needs in shuttle racking systems. This section details the general pallet types found in shuttle racking systems.
Euro pallets
Europallets serve as the leading pallet type in global supply chains. Ships anywhere with their international 1200 x 800 mm dimensions that match industry needs globally. The robust pallets handle multiple weight distributions effectively. Europallets are favored across industries such as retail and manufacturing because they meet international shipment and standard logistics needs.
Industrial Pallets
Industrial pallets exist to withstand tough handling requirements of warehouses and manufacturing spaces. You can find industrial pallets in different types including wooden, plastic and metal construction. The heavy load pallet type efficiently stores and moves equipment parts tools and raw materials. You should choose industrial pallets based on your unique operation requirements to obtain the highest possible strength and durability.
Food Industry Pallets
Food industry pallets need to follow strict cleanliness requirements. Plastic and metal pallets provide better hygiene maintenance than wood options. These pallets prevent moisture from entering food supply facilities which protects product quality. The pallet design includes a non-abrasive surface to keep products free from contamination while they travel from storage to transport.
Chemical Industry Pallets
The chemical industry requires pallets built to withstand challenging production settings. Plastic remains the preferred material for chemical industry pallets because it protects against chemical corrosion. The pallets have been designed to protect products from leakage or contamination during storage and shipping. Specialized pallets with chemical-resistant materials must be used when handling chemicals due to safety regulations.
High-Quality Shuttle Pallet Rack Manufacturer – Mracking
Mracking Develops Improved Pallet Rack Systems for Warehouse Ceilings
Company Overview
Mracking leads the warehouse storage industry with advanced warehouse technology. Their deep knowledge in the field helped them establish worldwide leadership in material handling equipment. International businesses work with Mracking to create effective space and operation strategies for their warehouses.
Manufacturing Standards and Quality Assurance
Mracking builds shuttle pallet racks to survive intense manufacturing quality requirements. They offer a 5-year warranty on their product lines to prove their commitment to product durability. Their advanced manufacturing system runs automated machines to produce all product stages and perform both painting and packaging operations. Our production system creates goods that match precise specifications while meeting top quality standards.
Innovative Technology and Research
At Mracking, innovation is key. Our internal design and development team develops storage solutions that match every warehouse setup. Their technology center provides services to set up logistics solutions that work for multiple storage arrangements. Mracking joins forces with testing facilities to push system improvements and prove their systems meet essential safety and performance levels.
Certifications and Compliance
Mracking ensures global standards by adhering to ISO 9001, ISO 18001, and OHSAS 18001 regulations. Mracking products fulfill industry standards because they carry recognized quality and safety certifications. To protect their racking systems from damage and extend their service life the company uses industry standards for welding and corrosion control.
Customization Options Offered by Mracking
Mracking builds tailored solutions for different industries that handle cold items and high-density product storage. Through collaboration they design storage setups that match customer requirements and enhance space use effectiveness.

Comparison. Shuttle Pallet Racking vs. Other Storage Systems
Shuttle Pallet Racking vs. Drive-In Racking
• Space Utilization: You can access more storage space by deploying shuttle pallet racks. Space utilization improves with shuttle pallet racks because drive-in racks need wider aisles for safe fork lift movements.
• Speed and Efficiency: Shuttle pallet racking is faster. The shuttle system moves pallets across different racking levels without using fork lifts. Moving goods up and down multiple drive-in racking levels creates operational delays because fork lifts must travel through every aisle.
• Suitability for FIFO/LIFO Operations: A shuttle racking system provides companies with a way to track and manage their oldest stock using First In First Out practices: Drive-in racking works best with LIFO because it extracts fresh pallets from storage before accessing older items.
Shuttle Pallet Racking differs fundamentally from AS/RS
• Level of Automation: Shuttle pallet racks need employees to handle pallets yet move them automatically while AS/RS systems operate autonomously with minimal human assistance.
• Cost Differences: Advanced features in AS/RS technology push system pricing higher than other solutions. The shuttle pallet racking method helps automate pallet movement and provides a budget-friendly alternative to other systems.
• Flexibility in Different Warehouse Setups: Shuttle pallet racks offer various setup options to support different warehouse needs. This solution performs well in different storage settings and suits specific high-volume processes.
Shuttle Pallet Racking vs. Push-Back Racking
• Differences in Operational Efficiency: Shuttle pallet racks help stores put items better in small spaces but push-back racks move products slowly because items move down by gravity.
• Handling Flexibility: Push-back racking makes loading easy while shuttle racking offers smooth automatic item handling for optimum results.
Implementation Considerations for Businesses
Initial Investment & Cost Analysis
Before using shuttle pallet racking systems businesses must examine their spending needs and project their future operating costs. Review all costs linked to purchasing equipment and setting it up with your team for training. Spending money upfront will lead to lower costs throughout your operations. Your business can store more products and manage operations with fewer employees by using a shuttle pallet system.
Warehouse Layout & Space Optimization
You need significant groundwork to prepare warehouse space for shuttle pallet racking installations. Create warehouse space by building up toward the top ceilings and establishing product movement paths for smooth workflows. Your setup must consider space for aisles sized according to pallet dimensions and room for shuttle movement. Examine your building’s physical features to ensure the shuttle pallet racks have enough space and support.
Maintenance & Operational Guidelines
Regular maintenance protects your shuttle pallet racking system from damage. Check all elements of your shuttle system to make sure its rails and wheels operate properly. Teach staff to charge batteries properly and create a routine process to maintain the system. Teach system operators to work with equipment safely through professional training. Operational safety guidelines teach workers to use equipment correctly to keep the system running smoothly.
Conclusion
The shuttle pallet rack system keeps products safer and smarter while making the most of warehouse storage space. The system automatically moves pallets to eliminate human workers and minimizes the use of forklifts while keeping perfect inventory records. Because shuttle pallet racking systems boost warehouse operations and save costs while handling many items they represent a cost-effective purchase option. Shuttle pallet racking helps run warehouses better and serves as a strong base for growing your business today.






