

Warehouse planning determines how efficiently a facility receives, stores, picks, packs, and dispatches goods over its entire operating life. A well-designed warehouse floor plan can reduce travel distances, improve labor productivity, increase storage capacity, and lower long-term operating costs, while a poorly planned layout can lock a facility into decades of inefficiency. Whether the objective is designing a new distribution center, optimizing an existing warehouse, or expanding a cold storage facility, warehouse planning starts with a clear understanding of workflow, zoning, and floor plan design principles.
This article examines the core components of warehouse planning, the main types of warehouse floor plan layouts, and the step-by-step process used by supply chain planners to translate operational requirements into a functional facility design.
What Is Warehouse Planning?
Warehouse planning is the systematic process of designing a warehouse floor plan, zone layout, storage systems, material flow, and operational workflow to meet defined throughput, capacity, and service level requirements. It combines architectural considerations, storage engineering, material handling equipment selection, and operational analysis into a unified facility design.
Effective warehouse planning is data-driven. Planners begin with an analysis of SKU profiles, inbound and outbound volumes, storage duration, order profiles, and equipment requirements. These inputs are translated into a warehouse floor plan that defines the position of receiving areas, storage zones, picking aisles, packing stations, shipping docks, and support functions such as offices and battery charging rooms.
Warehouse planning is typically performed during three scenarios: designing a greenfield facility, renovating an existing warehouse, or expanding capacity to meet growth. In each case, floor plan design is the foundation from which all other decisions — racking, forklifts, WMS integration, and staffing — logically follow.

Key Zones in a Warehouse Floor Plan
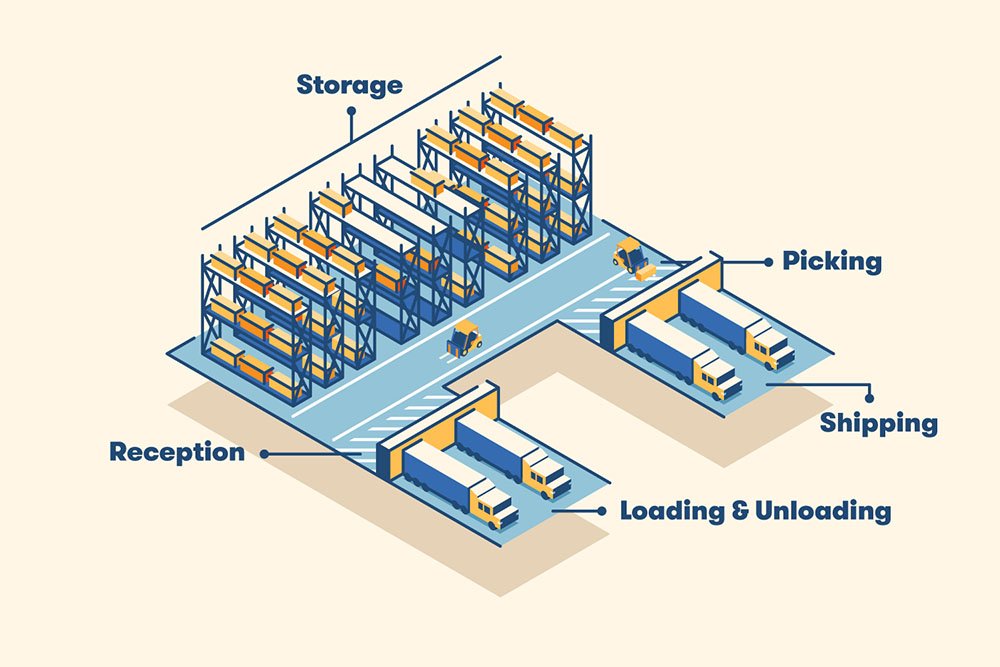
A functional warehouse floor plan divides the building into distinct zones, each supporting a specific stage of the goods flow. The size, position, and connection between these zones directly determine operational efficiency.
Receiving Zone. The receiving area is where inbound goods are unloaded, inspected, and recorded into inventory. It typically includes dock doors, staging space, quality control stations, and label printing points. Sizing depends on peak inbound volumes and truck dwell time.
Storage Zone. The storage area is the largest zone in most warehouses and houses the pallet racking, shelving, or high-density systems. It is subdivided by SKU velocity, temperature, hazard classification, and product category. Efficient storage zoning places fast-moving SKUs closer to picking and shipping areas.
Picking Zone. In warehouses with high order volumes, dedicated picking zones use forward pick locations, carton flow racks, or multi-tier mezzanine picking modules to reduce travel time. Picking zones are sized based on SKU count, order lines per hour, and picking method (piece, case, or pallet).
Packing and Staging Zone. After picking, orders move to packing stations for consolidation, verification, and labeling. Staging areas hold outbound orders sorted by carrier, route, or delivery window before loading.
Shipping Zone. The shipping area contains outbound dock doors and staging lanes. It is typically positioned adjacent to packing and often mirrors the receiving zone on the opposite side of the building in through-flow designs.
Support Zones. Support areas include offices, break rooms, restrooms, battery charging stations, maintenance workshops, and returns processing. These zones should be positioned to avoid interference with the main goods flow.
Common Warehouse Floor Plan Layouts
Three floor plan configurations dominate industrial warehouse design. Each supports a different workflow pattern and building geometry.
U-Shape Layout. In a U-shape warehouse floor plan, receiving and shipping docks are located on the same side of the building, with storage arranged along the opposite side. Goods enter one dock, flow through storage in a U-shaped path, and exit through the adjacent shipping dock. This layout minimizes external dock area, allows shared use of yard space and staff, and is well-suited to facilities where receiving and shipping volumes are relatively balanced. It is the most common layout in small to medium-sized distribution warehouses.
I-Shape (Through-Flow) Layout. The I-shape layout, also called through-flow or straight-line layout, positions receiving docks at one end of the building and shipping docks at the opposite end. Goods flow in a straight line from inbound to storage to outbound. This layout supports high-throughput operations, cross-docking, and facilities where inbound and outbound trucks must be separated. It requires a longer building footprint and more external yard area but reduces internal congestion.
L-Shape Layout. The L-shape layout positions receiving and shipping docks on two adjacent sides of the building. Goods flow in an L-shaped path through storage. This design is often used when site geometry, existing building shape, or product flow constraints make U-shape or I-shape impractical. L-shape layouts are common in retrofit projects and irregularly shaped facilities.

How to Calculate Warehouse Space Requirements
Warehouse space calculation converts operational data into a target floor area. The most common approach starts with pallet position requirements and works outward to total square meters.
Total pallet positions are calculated by multiplying average inventory in pallets by a peak factor (typically 1.2 to 1.4). Storage area is then derived by dividing pallet count by the storage density of the selected racking system — for example, selective racking at 1.5 to 2.0 pallets per square meter, or high-density shuttle systems at 4.0 or more.
The storage zone typically represents 55–70% of total warehouse area. Receiving and shipping zones account for 10–15% each, picking and packing 5–10%, and support functions 5–10%. Aisles, columns, and safety clearances add further overhead. Planners typically add a 15–20% buffer to accommodate seasonal peaks, growth, and unforeseen requirements. Rack design and clearance standards published by the Rack Manufacturers Institute (RMI) provide reference values for aisle width and rack spacing.
As a practical example, a warehouse storing 5,000 pallets on selective racking at 1.8 m² per pallet position requires approximately 9,000 m² of net storage area. With a storage share of 60%, the total warehouse area including receiving, shipping, picking, packing, and support functions increases to roughly 15,000 m². Adding a 20% buffer for growth and seasonal peaks yields a target facility size of about 18,000 m². The same 5,000 pallets stored in a radio shuttle system at 0.6 m² per position would reduce the storage footprint to around 3,000 m², highlighting how racking selection directly reshapes the warehouse floor plan.
Racking and Storage Equipment Selection
Storage equipment selection is one of the most consequential decisions in warehouse planning because it determines both storage density and the geometry of the floor plan. The racking system dictates aisle width, ceiling utilization, forklift type, and picking method.
Selective pallet racking offers full pallet accessibility and works with standard reach trucks, making it the default choice for warehouses with high SKU variety. Drive-in and push-back racking increase density in single-SKU applications. Radio shuttle racking and pallet flow racking suit high-volume perishable operations. Very narrow aisle (VNA) racking maximizes density while preserving selectivity but requires turret trucks and flat floors. Cantilever racking supports long or irregular loads such as pipes and lumber. Mezzanine floors add usable area by exploiting vertical building volume.
The racking system should be selected together with the floor plan, not after it. Retrofitting racking into a fixed floor plan almost always leads to compromised aisle geometry and reduced storage efficiency.
A practical approach is to prepare two or three preliminary floor plan variants — for example, one based on selective racking with a U-shape layout, another based on VNA racking with an I-shape layout, and a third combining selective racking for slow movers with a mezzanine picking module for fast movers. Comparing these variants against total pallet capacity, capital cost, forklift fleet requirements, and picking productivity clarifies the trade-offs before construction drawings are finalized.
Step-by-Step Warehouse Planning Process
The following seven-step framework reflects the sequence typically followed by warehouse designers, industrial engineers, and 3PL planners.
Step 1: Define Operational Requirements.
Document SKU count, unit dimensions, weight, throughput volumes, order profiles, temperature requirements, and service level targets. This forms the input data for all subsequent decisions.
Step 2: Analyze Product Flow.
Map how goods will move from inbound to outbound. Identify high-velocity SKUs, seasonal patterns, and any special handling requirements such as hazmat or cold chain segregation.
Step 3: Calculate Space Requirements.
Convert pallet positions, SKU counts, and dock requirements into floor area estimates for each functional zone.
Step 4: Select the Floor Plan Layout.
Choose between U-shape, I-shape, or L-shape based on volume balance, site geometry, and throughput needs.
Step 5: Design Zones and Aisles.
Position receiving, storage, picking, packing, shipping, and support zones. Define aisle widths, cross-aisles, and emergency egress routes in line with local building codes.
Step 6: Select Storage and Handling Equipment.
Match racking systems to SKU velocity and pallet profile. Match forklift types to aisle width and lift height. Confirm compatibility with the warehouse management system.
Step 7: Verify Safety and Compliance.
Review the floor plan against workplace safety standards published by OSHA, applicable fire codes, and rack design specifications. Include seismic considerations where relevant.
Comparison Table: Warehouse Floor Plan Layouts
The following table summarizes the strengths and limitations of the three main warehouse floor plan layouts.
| Layout Type | Dock Configuration | Best Suited For | Building Footprint | Typical Use Case |
|---|---|---|---|---|
| U-Shape | Same side (in and out) | Balanced in/out volumes | Compact | General distribution |
| I-Shape (Through-Flow) | Opposite ends | High throughput, cross-docking | Long / linear | High-volume DC, cross-dock |
| L-Shape | Two adjacent sides | Retrofit, irregular sites | Flexible | Renovation, tight sites |
Selecting a layout is rarely a purely technical decision. Site shape, road access, expansion potential, and existing structures often narrow the choice before operational analysis is complete.
Key Takeaways
- Warehouse planning integrates floor plan design, storage systems, material handling, and workflow into a single operational blueprint.
- A warehouse floor plan should define distinct zones for receiving, storage, picking, packing, shipping, and support functions.
- U-shape, I-shape, and L-shape are the three dominant warehouse floor plan layouts, each suited to different throughput and site conditions.
- Storage zones typically consume 55–70% of total warehouse area; other zones and aisles account for the remainder.
- Racking selection should occur alongside floor plan design, not after, to avoid inefficient aisle geometry.
- A structured seven-step planning process — from requirements analysis to safety verification — reduces the risk of costly design errors.
Frequently Asked Questions About Warehouse Planning
1. What is the difference between warehouse planning and warehouse design?
Warehouse planning is the strategic and analytical process of defining requirements, workflows, and space needs. Warehouse design translates the plan into detailed architectural drawings, racking layouts, and equipment specifications. Planning precedes design and provides its foundation.
2. What is a warehouse floor plan?
A warehouse floor plan is a scaled top-down drawing of the warehouse showing the position of dock doors, storage zones, aisles, offices, and support areas. It defines how physical space supports operational workflow and is the central reference document for equipment installation and staffing.
3. Which warehouse layout is most efficient?
No single layout is universally best. U-shape suits balanced distribution operations, I-shape supports high-throughput and cross-docking, and L-shape accommodates irregular sites. Efficiency depends on how well the layout matches the specific SKU profile, volume, and site conditions.
4. How much space does a warehouse need per pallet?
Selective pallet racking typically requires 1.5 to 2.0 square meters per pallet position including aisles. High-density systems such as shuttle or drive-in racking can reduce this to 0.4 to 0.8 square meters per pallet position, at the cost of reduced selectivity.
5. How long does warehouse planning typically take?
Small warehouse renovation projects may take 4 to 8 weeks of planning. Medium-sized distribution warehouses typically require 3 to 6 months. Large automated facilities or greenfield projects can require 12 months or more from initial requirements through detailed design.
6. What software is used for warehouse floor plan design?
Common tools include AutoCAD for detailed drawings, SketchUp for early-stage visualization, and specialized warehouse design software such as CLASS, SmartDraw, and racking configurators provided by equipment manufacturers. Advanced projects use simulation software to model material flow and throughput.
7. Should the racking system be chosen before or after the floor plan?
The two should be chosen together. Racking system geometry directly affects aisle width, ceiling utilization, and forklift type, so selecting racking after the floor plan often forces inefficient compromises. Iterative planning between layout and racking selection produces the best results.
Conclusion
Warehouse planning is a foundational activity that shapes cost, capacity, safety, and service performance across the entire operational life of a facility. A well-executed warehouse floor plan aligns building geometry, zoning, storage systems, and workflow into an integrated design that supports current volumes and future growth. Because layout decisions are difficult and costly to reverse once construction and racking installation are complete, warehouse planning deserves the same rigor as any other capital investment decision.
Modern warehouse planning increasingly relies on structured analysis, simulation tools, and reference standards from organizations such as the Material Handling Institute (MHI) and the RMI. Combining data-driven design with practical operational experience produces facilities that remain efficient over decades rather than years.
During the planning stage, warehouse operators typically evaluate racking suppliers as part of the floor plan design process. Mracking is one of the Chinese manufacturers whose product range covers selective, drive-in, push-back, shuttle, cantilever, and mezzanine systems, allowing configurations that align with U-shape, I-shape, or L-shape warehouse floor plans across general distribution, cold storage, and industrial storage environments.